製造業の設計や調達の現場では、部品のコストダウンは永遠の課題ですよね。そこで今回は、切削加工のプロフェッショナル、榊原工機の榊原社長に、設計段階で実現できるコストダウンのポイントについて話を聞きました。
「先日、こんな部品の加工をご依頼いただきましたが……」から始まった今回のお話、設計者の方はぜひ確認してみてください。

なぜ設計段階でのコストダウン検討が重要なのか?

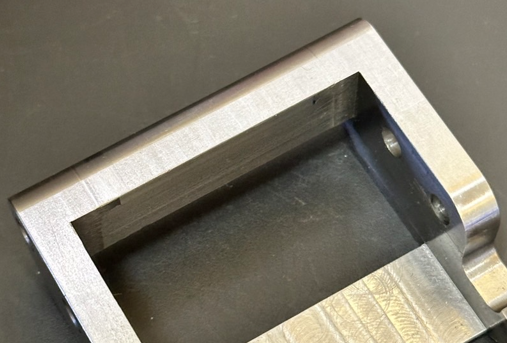
「この部品の図面を見たときに、用途によっては加工費が半額以下になる可能性があることがすぐにわかりました」と榊原社長。こちらの部品は一体ものの削り出し加工のご依頼だったのですが、いくつかのポイントを確認できれば、安く上げる方法がいろいろある、ということでした。
具体的なコストダウン検討のポイント6つ
では、こちらの部品を例にして、設計段階で検討したいコストダウンのポイントを具体的に見ていきましょう。
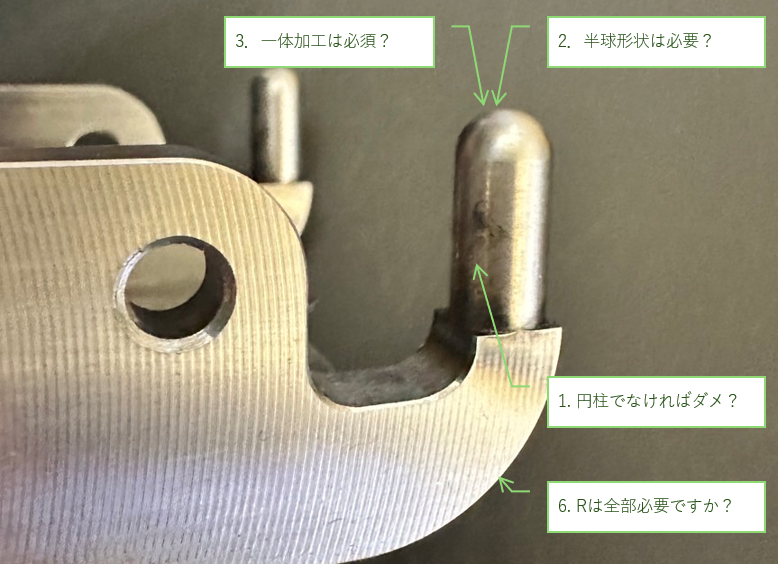
1. 円柱形状について
o 円柱でなければならないか?
o 機能的に四角柱で代用可能な場合には、加工工程を減らせる
2. 円柱の先端の半球形状について
o 半球形状が機能的に必要かどうか? 半球を作るには特殊なRバイトでの加工もしくは三次元加工になるので、コストアップの要因になる
o もし円柱の先端が2Cの面取りでOKなら、工程を大幅に簡略化できる
3. ピン部分は一体加工が必須か?
o 用途によっては、ピンを別パーツとして後から組付ける方法もある
o タップ穴を開けてピンをねじ込み式にすれば、摩耗した際に交換可能な構造にすることができ、さらに加工の工程も減らすことができる
4. 角部内側のピン角は必要か?
o この部品ではピン角の指定が入っていたが、ピン角は本当に必要か?
※ピン角を出すために、横から削る工程を追加している
o エンドミルで加工できるRを許容できる場合には、横からの工程をなくせるので、大きくコストダウンできる
5. 穴加工の同心度について
o この部品では特に指定がなかったが、通し穴の同心度はどうか?
o 同心度が求められる場合はワイヤーカット、求められない場合はエンドミルでの加工になるので、コストが大きく変わってくる
6. R形状の必要性を再検討
o この部品にはたくさんR形状があるが、全ての箇所でRが必要か?
o C面取りで代用可能な箇所があれば、工数を減らせるポイントになる
ということで、教えていただいた6つのポイントを、写真にまとめてみましたのでご確認ください。
今回のケースでは、上記の検討を行うことで「加工費●万円が半額以下になる可能性も大いにある」(榊原社長)ということでした。半額以下というのは、衝撃的な価格差ですよね。
まとめ:コスト差を生むポイントは「工程数」と「精度(公差)」
切削加工でコストへの影響が大きいポイントは「工程数」と「精度(公差)」です。
たとえばマシニングセンターでの加工は、1工程で完結できる(材料を一度固定したら、そのまま最後まで加工できる)のが最も効率的です。しかし、今回の例にあるように、球形状やピン角、R形状がたくさんあると、ワークの持ち替えや追加工程が必要になり、工数が増加する要因になります。
また、全ての加工面に厳密な寸法公差を求める部品もよく見かけますが、本当に全ての面で厳密な高精度加工が必要でしょうか? たとえば組付け箇所や摺動面など、精度を求める箇所を限定すると、加工時間を大きく減らせる場合があります。
ということは、設計のプロである設計者と加工のプロである加工業者がコミュニケーションできれば、部品をコストダウンできる余地はまだまだありそうですね。

設計者限定! 相談コーナーを開設します
本当は設計者と少し話ができれば、『ここをこうすれば安くできますよ』とお伝えできるんだけど……」と榊原社長は話していました。ただ、現状では設計意図が見えないため図面通りに粛々と加工するしかなく、結果高額な見積になるところにジレンマを感じているそうです。
ということで、榊原工機では、設計者限定のオンライン相談を開始することにしました。設計段階で加工方法を相談することで、品質を維持しながら大幅なコストダウンが可能になると思います。榊原工機は愛知県春日井市にありますが、名古屋市、愛知県、東海地方だけでなく、全国からさまざまな加工のご相談に対応可能です。
相談窓口は近日公開予定! 準備できるまでは、お問合せから「相談希望」とご連絡くださいね。
榊原社長、今回も詳しく教えていただきありがとうございました!
(聞き手=ものづくりライター 新開潤子 https://office-kiitos.biz/)
その他の提案・試作事例





こちらまで